A manufacturing process that was invented in the 1950s is proving to be an innovative enhancement to additive manufacturing today, particularly for parts or repairs using a cold spray deposition method.
Advanced manufacturing company Titomic Pty Ltd is applying Hot Isostatic Pressing, or HIPing at ANSTO, to improve the material performance of the titanium components it produces.
The company uses commercially pure titanium as a powderised raw stock, as opposed to titanium alloy powder, in the additive manufacture of net shape products for extreme environments, such as aerospace components.
Titanium has a high strength-to-weight ratio, good mechanical properties, and excellent corrosion resistance but is difficult to process into engineered materials.
The raw material is considerably less expensive than titanium-aluminium alloy powders which are produced by atomising bulk material typically spherical in shape.
“Titanium is a very sensitive material, probably one of the worst in terms of being affected by other elements, it is particularly sensitive to the effects of oxygen,” explained former aerospace engineer, Neil Matthews AM, now Senior Technical Fellow at Titomic.
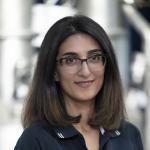
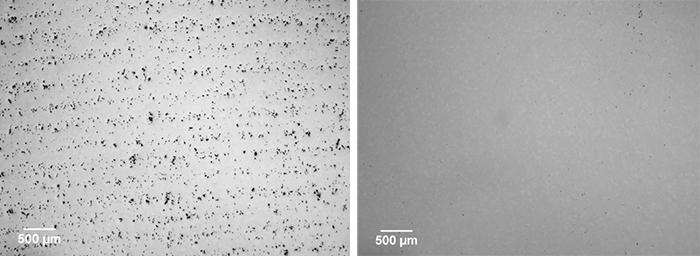
“We have been investigating the use of post-processing and HIPing to reduce porosity in the titanium part to less than one percent, which is comparable to the standard for conventionally produced titanium aluminium alloys.”
The main issue is the formation of pores/voids generated as part of the layered deposition build-up. When under high loads, these voids compromise ductility which is the ability to stretch or bend, which in turn leads to catastrophic fracture modes. The presence of voids can also impact the durability of parts under cyclic loading
“We look at the optimisation of all parameters, particle size, particle velocity, and subsequent mechanical behaviour during additive manufacturing,” said Mr Matthews.
He said that using particles with an irregular shape, rather than spherical, in the cold spray, was found to improve the speed of the build and reduce voids.
Therefore, porosity had to be addressed for the conditions in which these materials operate. The presence of voids increases the likelihood of multiple crack initiations, which can join up to make a part brittle —compromising structural integrity.
“A titanium part or repair we supply has to perform at the same level as a part produced by the conventional thermal process of metal production,” he added.
“Our goal is to produce a material with good mechanical properties, very close to what the highest ranked titanium alloys, such as Ti64, provide as the standard.”
“Following the optimisation of the cold spray additive manufacturing process to provide maximum deposition efficiency and maximum bond strength at Titomic, we apply heat treatment to realign the grains and improve microstructure and then HIPing to increase density as post-processing steps,” said Mr Matthews.
The HIPing at ANSTO involved applying a maximum pressure of 200MPa in an argon atmosphere to the material.
Mr Matthews, who has expertise in the acceptance and certifications relating to additive manufacturing processes, said that an understanding of the science behind the post-processing methods was important to industry regulators and customers.
“We need specialists, such as ANSTO material scientists, to choose parameters, including temperature and pressure and isothermal hold time for the HIPing,” said Mr Matthews.
The problem of pore generation and induced stresses in additive manufacturing is applicable to other technologies in this sector.
ANSTO acquired the HIP technology to support ANSTO Synroc®, an innovative waste treatment process.
“ANSTO has over 30 years of operating expertise in HIP and manages Australia’s largest HIPing facilities. Our capability, which includes qualifying and characterising the performance of materials before and after the thermal treatment process, is a very useful capability for those in the manufacturing industry,” said Gerry Triani, Technical Director, ANSTO Synroc Technologies.
Hot Isostatic Pressing (HIPing) is a manufacturing process used to improve the properties of a material by reducing porosity and refining the microstructure. It involves exerting inert gas pressure on the material at elevated temperatures to eliminate closed porosity of manufactured components.